Améliorez votre contrôle qualité grâce à la vision industrielle
Dans l’industrie moderne, la qualité des images est la clé d’une inspection fiable. Une caméra performante ne suffit pas : le choix de l’objectif, de l’éclairage, du champ de vision et de l’architecture d’acquisition détermine directement la précision de détection des défauts.
AI SYSTEMS conçoit et intègre des solutions complètes de vision industrielle permettant d’automatiser le contrôle qualité, l’identification, la traçabilité et les mesures dimensionnelles sur les lignes de production.
Nos systèmes utilisent des caméras industrielles haute résolution, des optiques adaptées à chaque application, des éclairages spécialisés et des logiciels avancés de traitement d’image afin de garantir des inspections fiables, répétables et rapides. Les performances d’un système de vision dépendent fortement de la qualité de l’image capturée et de l’adéquation entre l’objectif, le capteur et l’application.
Pourquoi la qualité de l'image est-elle essentielle ?
Une erreur dans le choix de l’objectif ou du champ de vision peut réduire significativement la capacité du système à détecter les défauts.
Pour obtenir des résultats fiables, plusieurs paramètres doivent être analysés :
- Taille du champ de vision (FOV)
- Distance de travail
- Résolution requise
- Taille des défauts à détecter
- Profondeur de champ
- Conditions d’éclairage
- Vitesse de défilement des produits
- Environnement industriel
Une optique mal adaptée peut provoquer des distorsions, une perte de contraste ou une baisse de résolution, compromettant directement les performances de l’inspection.
Nos solutions de vision industrielle
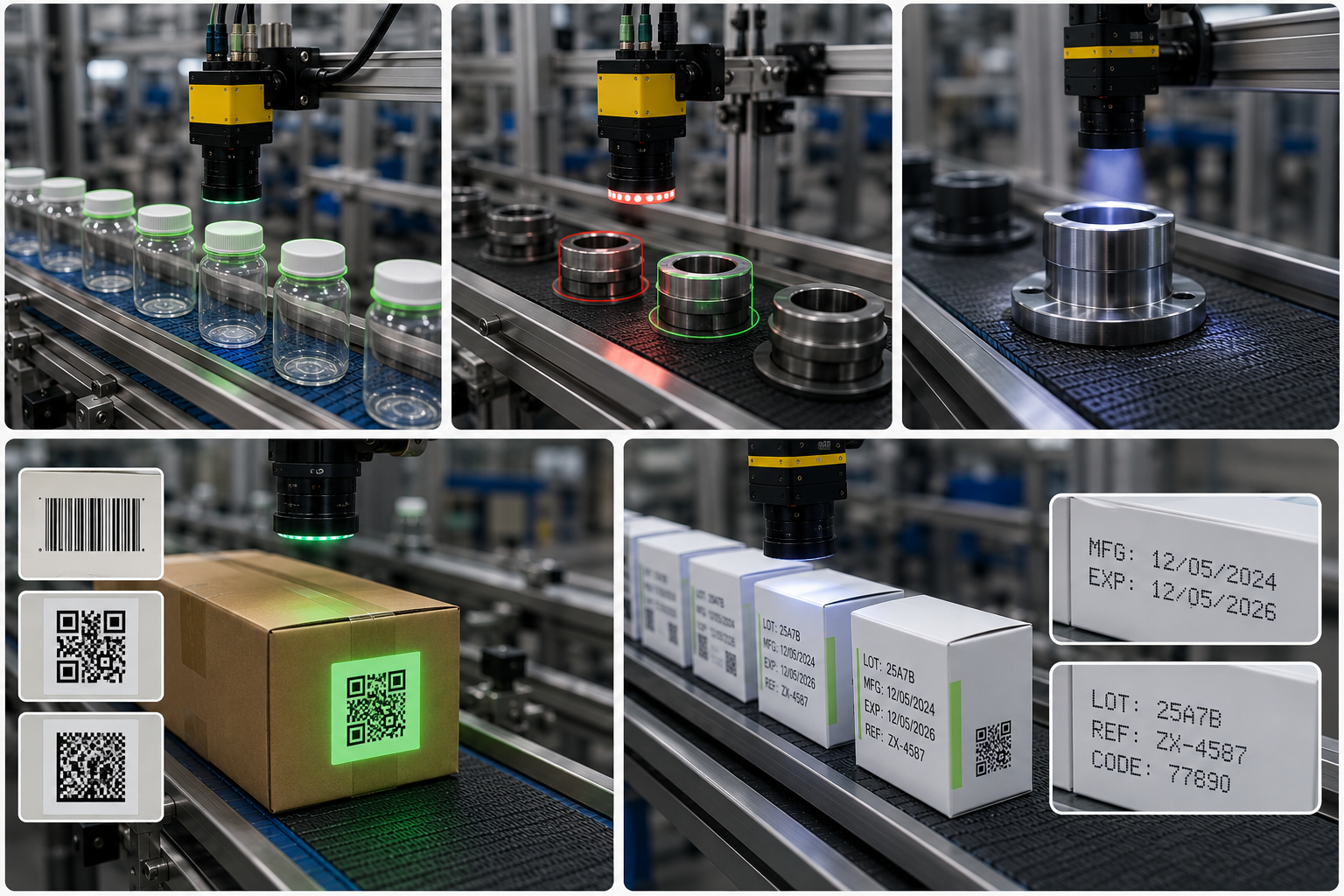
Nos systèmes de vision industrielle permettent d’automatiser le contrôle qualité et l’inspection des produits tout au long du processus de fabrication. Grâce à des caméras intelligentes et des algorithmes avancés de traitement d’image, nous assurons la vérification de présence de composants, le contrôle dimensionnel, la détection des défauts, la lecture de codes-barres et DataMatrix, ainsi que la reconnaissance de caractères (OCR) pour garantir la conformité, la traçabilité et la qualité des produits en temps réel.
Technologies utilisées
Nos solutions intègrent les principales technologies du marché :
- Cognex VisionPro
- Cognex In-Sight
- Keyence Vision Systems
- SICK Inspector
- Omron FH Series
- Basler Cameras
- Hikrobot Machine Vision

Les avantages de la vision industrielle
Réduction des rebuts
Détection immédiate des défauts avant expédition.
Contrôle 100 % automatisé
Inspection continue sans interruption de la production.
Traçabilité complète
Historisation des inspections et génération automatique de rapports.
Productivité accrue
Inspection à haute cadence adaptée aux lignes industrielles modernes.